浸透探傷試験(PT)とは何か、どんな読者のためのガイドか
浸透探傷試験(PT、Penetrant Testing)は、染色液や蛍光液を表面に塗って毛細管現象で割れに染み込ませ、目視で見つけにくい表面のきずを浮かび上がらせる検査です。発電所の配管溶接、化学プラントの容器、鋳造部品、航空機の機械加工面など、表面の小さな割れを見つける必要がある現場で日常的に登場します。
この記事は、PTを仕事や資格の側面から知りたい現場技術者、非破壊検査の業界に入ろうとしている人、すでに別の試験法で働いていてPTも資格を取って手札を増やしたい人のために書きました。PTを初めて見る人にも、すでに UT や MT を持っていてPTを二本目に積みたい人にも、自分の次の一手を考える素材になるよう、原理・現場の仕事・JIS Z 2305 の資格制度・年収レンジ・キャリアパス・業界動向を一通り並べてあります。
PTは非破壊検査の中で最も古い検査法のひとつで、装置依存度が低く、手順が標準化されています。原理がシンプルなぶん、現場でつまずきやすい論点や合否判定の細部は、慣れと現場経験で覆っていく性質の試験です。
PT は何を見つけられて、どんな材料に使えるのか
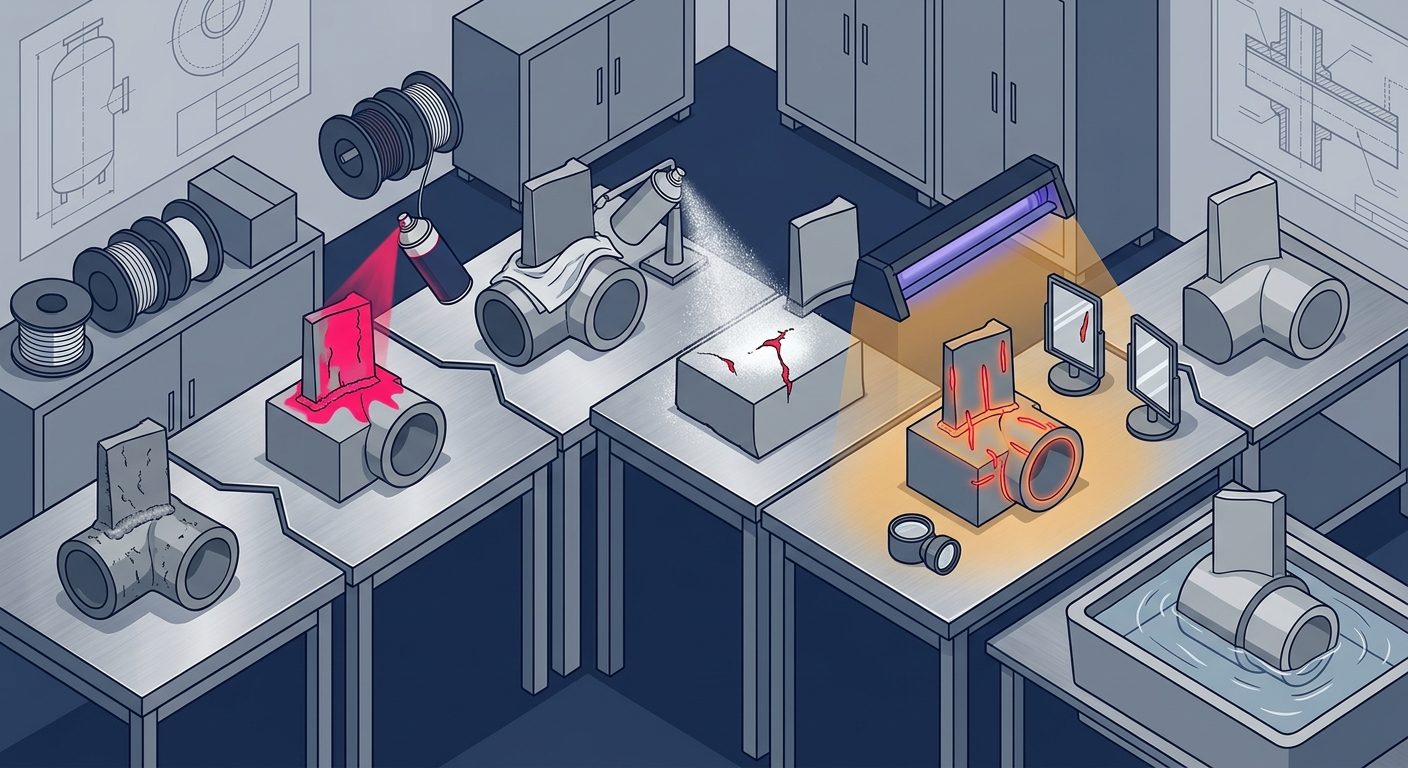
浸透探傷試験は、表面に開口しているきず(割れ・ピンホール・ラップ・気孔の開口部など)を、毛細管現象を利用して染料で可視化する試験法です。基本の手順は、前処理で表面を清浄にし、浸透液をかけてきずに染み込ませ、余剰の浸透液を除去し、現像剤を塗布してきずに染み込んだ液を表面に吸い上げ、観察するという流れになります。可視染料を使う方法と、ブラックライトで観察する蛍光浸透法の二系統があり、感度や使い分けが異なります。日本非破壊検査協会の非破壊検査の基本解説に各試験法の位置づけと特徴がまとまっています。
PTで検出できるのは、あくまで「表面に開口している」きずです。内部に閉じ込められたきずや、塗膜の下に隠れたきずは検出できません。この性質は弱点に見えますが、現場で発生する疲労き裂・溶接の表面割れ・鋳物のラップなど、品質判定で致命的になりやすいきずの多くが表面開口型であるため、用途は広いです。
適用できる材料
- 炭素鋼・ステンレス鋼・アルミニウム合金・チタン合金・ニッケル基合金などの金属全般
- セラミックス、ガラス
- 表面が緻密なプラスチック
- 適用しにくいもの: 多孔質材料(焼結金属の一部、コンクリート、木材など)。浸透液が地に染み込んでしまうため
適用部位の典型は、溶接部の止端・ビード表面、鋳物の表面、機械加工面、配管継手部、タービン翼や航空機部品の機械加工面などです。装置依存度が低いことから、出張検査・現地検査の主役のひとつでもあります。
PT技術者は現場で何をしているのか:一日の流れと所属別の違い

PT技術者の日々の業務は、検査対象や所属によって幅がありますが、大きく分けると「現場検査の実施」「結果の判定と記録作成」「検査計画と顧客対応」の三つに分類できます。新しく現場に入ったレベル1の技術者は、まず実施パートを徹底的に叩き込まれ、表面処理・浸透液の塗布・除去・現像のひと連なりを身体に覚え込ませる段階から始まります。
現場での一日の流れ
典型的な現場での一日は、朝の安全ミーティングと当日の検査計画の確認から始まります。検査対象の図面、過去の検査履歴、立会者の有無、温度条件、作業時間のスロットを確認したうえで、必要な薬剤と道具を準備します。検査対象の前で前処理を行い、浸透時間(一般的には数分から二十分程度、規格と材料・きずの種類で決まる)を取り、除去・現像と進めます。指示模様(きずを示す染色のパターン)が現れたら、寸法と位置を記録し、判定基準と照らし合わせて合否を判断します。発電所や化学プラントの定期検査では、一日に多数の溶接継手を順番に回ることもありますし、航空機部品のように一点に時間をかけて入念に検査するケースもあります。
記録・報告の比重
検査が終わって戻ったあとは、写真と寸法を整理して検査報告書を作成します。非破壊検査は「結果が文書として残る」仕事であり、報告書の品質は検査自体の品質と同じくらい評価に影響します。客先のフォーマット、社内の品質管理基準、規格の引用箇条を正確に書き分けるスキルは、年次が上がるほど比重が増します。NDTの仕事のきつさを整理した記事でも触れていますが、現場の体力負荷と同じくらい、記録の正確さと締切管理の負荷を見落とせません。
所属による違い
所属組織でも仕事の色合いは変わります。検査専門会社では、複数の顧客先を回って多様な対象を検査するため、判断のバリエーションが広がりやすい一方、移動や出張の頻度が高くなります。メーカーの社内検査部門では、自社製品の品質基準を深く理解する方向に強みが寄ります。プラントオーナーや発電事業者の検査部門では、立会・第三者検査の手配や検査仕様書の発行など、発注者側の業務に近づきます。NDTのやりがいを整理した記事では所属ごとの動機の違いも紹介しています。
JIS Z 2305 に基づくPTの資格はどう取るのか
日本の非破壊検査資格は JIS Z 2305「非破壊試験技術者の資格及び認証」に基づき、日本非破壊検査協会が認証を行います。レベル1・レベル2・レベル3の三段階があり、それぞれ役割が明確に分けられています。詳細な要件はJSNDIの認証資格ページに掲載されています。
各レベルの役割
- レベル1: 上位資格者の指示の下で、規定の手順に従って検査を行い、結果を記録する
- レベル2: 検査の実施、規格に基づく判定、検査指示書に従った作業、レベル1への作業指示までを担う
- レベル3: 検査手順書の作成、検査仕様の決定、レベル1・2の認定や訓練に関わる
分担を一言でまとめると、レベル2が現場判定の中核、レベル3が検査体系を設計する中核です。求人票・契約書・検査仕様書で「PT Level 2 以上」と指定されることが多いのは、独立して合否判定が下せる最初の段階がレベル2であるためです。
受験要件と試験の構成
- 視力検査の合格(近見視力・色覚)
- 対応するレベルの一般訓練と専門訓練の修了
- 規定の実務経験の積み上げ
- 試験は一般試験(共通知識)・専門試験(PT固有の規格・手順・判定)・実技試験(試料を実際に検査して判定)の三本立て
PT の場合、JSNDI 公表の JIS Z 2305:2013 要件でレベル1=訓練16時間・実務経験1か月、レベル2=訓練24時間・実務経験3か月(レベル1を持たず直接受験する場合は訓練40時間・実務経験4か月)が下限とされています。過去保有資格の有無でも変わるため、受験前に最新の要綱で確認しておくと安全です。とくに実技は配点が大きく、合格判定でつまずきやすいパートです。
取得の現実的なルート
未経験から最短で進むなら、検査会社や検査部門に就職してレベル1を取り、現場で実務を積みながらレベル2を狙うのが一般的です。所属企業によっては教育訓練の費用を会社が負担し、勤務時間内に訓練に通わせてくれるケースもあります。独学では実技の試料に触れる機会を作りにくいため、所属組織か講習機関のサポートを受ける前提で計画した方が現実的です。
PT技術者の年収はどのくらいで、何で決まるのか
PT技術者の年収は、勤務先の業態、保有資格の種類と数、対応できる現場のレンジ、出張可否などの条件で変動します。求人情報を横断的に見ると、経験と保有資格に応じておおまかにいくつかのレンジに分かれます。
年収レンジの目安
- レベル1のみ・未経験寄り: 年収 300 万円台後半〜400 万円台前半
- レベル2取得後、数年経った中堅: 年収 450 万円〜550 万円
- 複数試験法のレベル2・3を保持し、検査責任者として動ける層: 年収 600 万円〜800 万円
- 航空機・原子力など要求水準と規格の厳しい領域: 上記より上の水準も見られる
業界全体の賃金水準と比較する場合は、厚生労働省の賃金構造基本統計調査で職種別・年齢別の中央値を参照すると、自分の現在地の妥当性を見やすくなります。
年収が伸びる要因
年収が伸びるかどうかは、PT単独の習熟度よりも、PTと並べて持つ他試験法のレベル、所属組織の選択、現場での判断経験の蓄積に影響を受けます。PTのレベル2に加えて、UTやMT、RTのレベル2を複数保持すると、検査計画の組み立てや人員配置の責任を任せられやすくなり、肩書と給与レンジが変わります。これに加えて、検査仕様書を顧客と詰められるコミュニケーション力、検査報告書の品質、立会検査での説明力など、現場経験で磨かれる非定型のスキルが評価のもうひとつの軸になります。年収の構造をさらに掘り下げる場合は非破壊検査キャリアの総合ガイドと合わせて読むと、職種全体の中でのPTの位置が見えやすくなります。
PT は UT・MT・RT・ET とどう使い分けるのか
非破壊検査の代表的な試験法は、PTのほかに超音波探傷試験(UT)、磁粉探傷試験(MT)、放射線透過試験(RT)、渦電流探傷試験(ET)があります。それぞれ得意領域が異なり、現場では対象材料・検出したいきずの種類・きずの位置(表面か内部か)・部材形状・現場条件によって組み合わせて使われます。
5試験法の特性早見
- PT: 表面開口きず / 材料制約ほぼなし / 装置依存度 低 / 出張・現地検査、機械加工面、鋳物
- MT: 表面〜表面直下のきず / 強磁性材料に限定(炭素鋼・低合金鋼など) / 装置依存度 中 / 溶接部・鍛造品
- UT: 内部きず・厚さ測定 / 金属・複合材など広範 / 装置依存度 高(探触子選定が必須) / 配管溶接・厚板・タンク
- RT: 内部きず(体積きず・気孔・スラグ巻き込み) / 金属全般、放射線管理必須 / 装置依存度 高 / 配管・圧力容器の突合せ溶接
- ET: 表面〜表面直下のきず、肉厚評価 / 導電性材料 / 装置依存度 中〜高 / 熱交換器チューブ、航空機構造
表面開口きずを扱う試験の住み分け
表面開口きずを対象にする試験はPTとMTの二つです。MT(磁粉探傷試験)は強磁性材料に限定される一方、表面直下のきずも検出できるという強みがあります。PTは材料を選ばずに使えますが、検出できるのは「表面に開口している」きずだけです。ステンレス鋼・アルミ・チタンなど非磁性材料ではPTが第一選択になり、炭素鋼の溶接部などはPTとMTのどちらかを規格と判定基準で選ぶ場面が多くあります。
内部きずを扱う試験との関係
UTとRTは内部きずの検出が主な役割で、PTとは検査対象の層が違います。配管溶接の検査では、内部欠陥をUTやRTで、表面割れをPTやMTで、というように層を分けて組み合わせるのが普通です。それぞれが置き換え不可能な役割を持っているため、現場では補完関係として理解しておく必要があります。
PTの位置づけ
PTは原理が直感的で、手順を守れば結果が安定しやすい試験です。このため、非破壊検査の世界に入る最初の試験として選ばれることが多く、PTで身につけた表面指示の読み方は、MTの磁粉指示を読む経験や、UTのエコーを読む経験へと地続きで広がります。「PT一本で終わる」職人もいますが、キャリアを設計するなら、PTを起点に二本目・三本目の試験法へ広げる前提で動くと、年収レンジと配置の自由度が増します。
PTから次にどの試験法・どの立場へキャリアを広げるか
PT技術者のキャリアの広げ方は、大きく分けて四つの方向があります。どれが正解という話ではなく、本人が現場で何に魅力を感じるか、生活の制約とどう折り合うかで選びます。
方向1: 他試験法を重ねて「総合検査技術者」になる
PTレベル2を取得した後、MT・UT・RT・ETの中から二本目・三本目の試験法を積み上げて、複数試験法に対応できる総合検査技術者になる方向です。検査会社では、複数試験法を判定できる人材の方が現場運用の自由度が高く、若手の中で早く配置されやすくなります。年収レンジも、単一試験法のレベル2のみの層より一段上に乗りやすい構造です。
方向2: レベル3へ進み、検査体系を設計する側に立つ
レベル3を取得すると、現場の物理的負荷から距離が生まれ、判定基準を設計する側、教育する側、品質保証を語る側へ立場が動きます。給与レンジへの効き方も明確で、検査責任者・技術部門長クラスのポストが視野に入り、検査会社では技術部門、プラントオーナーでは検査仕様や立会方針を決める部門が受け皿になります。レベル3単体で動くより、PTを含む複数試験法のレベル3を組み合わせて担うほうが、組織内の代替不可能性が高くなります。
方向3: 現場特化を深め、特定分野の専門家になる
航空機構造、原子力配管、半導体製造装置、鉄道車両、橋梁など、規格・判定基準・対象部位が特殊化された領域で、PTを軸に専門性を深める道もあります。専門性が高い領域は、価格交渉力と人材の希少性が上がりやすい一方、対応できる現場・顧客は限定されるため、所属の選び方とセットで考える必要があります。
方向4: 検査管理・品質管理・QAマネジメントへ移行する
現場経験を背景に、検査管理・品質管理・QA部門のマネジメント側へ移る道もあります。検査の発注、検査会社の選定、検査仕様書の作成、立会検査の運営、ISO 9001 など品質マネジメントシステムの運用といった、検査を「動かす側」の業務です。PTを含む複数試験法の現場感覚と、JIS Z 2305 の認証体系の理解の両方が必要になるため、現場の実務をしっかり積んだうえで移るのが基本ルートです。
非破壊検査業界はどう動き、PTの将来性はどうなるのか
2026年時点では、社会インフラと産業設備の老朽化、検査人材の高年齢化、検査記録と運用面の高度化が同時に進んでおり、PTの需要は当面下がりにくい構造にあります。需要側・供給側・技術側の三層は、いずれもPTにとって追い風の方向に動いています。
需要側: インフラ老朽化と維持管理需要の拡大
日本の社会インフラ・産業プラント・発電設備の多くは、高度経済成長期から1980〜90年代にかけて整備されたものが多く、2026年時点では維持管理・補修補強・延命の需要が大きく伸びています。橋梁・トンネルなどの社会インフラ、化学プラント・製鉄所などの産業設備、原子力・火力・水力の発電設備、いずれも定期検査の頻度と精度が引き上げられており、表面割れの早期発見に強いPTは、依然として基幹的な役割を持っています。国土交通省のインフラメンテナンス情報に、社会インフラ点検・補修の制度的な背景と予算規模の整理があります。
供給側: 高年齢化と若手の不足
非破壊検査業界全体としては、認証技術者の高年齢化が進んでおり、ベテラン世代の退職が今後加速します。若手の参入が追いついていない構造があり、求人倍率は他職種に比べて高い水準で推移する傾向です。これは未経験から参入する人にとっては追い風で、検査会社が教育コストを負担して資格取得を支援するケースも珍しくありません。
技術側: 自動化・画像処理・記録管理の高度化
PT自体の基本原理は長く変わっていませんが、検査結果の記録・解析の領域では、デジタルカメラと画像処理を組み合わせた指示模様の自動抽出、検査履歴のデータベース化、立会検査のリモート化など、運用面の高度化が進んでいます。一部の自動車部品の量産ラインでは、PTをライン組み込みで自動化する事例も増えており、人と機械の役割分担が再設計されつつあります。これらは「PT技術者の仕事がなくなる」方向ではなく、判定の根幹は人が担い、繰り返し作業や記録は機械が担うという、役割の再配分の方向に進んでいます。
PTを軸にキャリアを組み立てるために、次に何を確かめるか
PTを軸にした次の一歩は、人によって違います。PTレベル1を取って未経験から現場に入るのか、すでに別試験法のレベル2を持っていてPTを二本目に積むのか、PTレベル2を持ったうえで次にレベル3を取るのか、それとも検査会社からプラントオーナー側に移るのか、選択肢の輪郭は人によって違います。今の所属で取れる資格と経験を整理し直し、PTを含む試験法のラインアップを業界の中でどう並べたら自分の市場価値が上がるか、選択肢を並べてから次の一手を決める方が、結果として遠回りせずに済みます。
転職するかどうかを今日決める必要はありません。第三者の視点で選択肢を整理したい場合は、テンキャリの無料キャリア相談で、現在の経験・保有資格・希望条件をもとに、PTを軸にした次の動き方の選択肢を一緒に並べることができます。話してから決めても遅くありません。